Têmperas
É uma condição aplicada ao metal ou liga, por meio de deformação plástica a frio ou de tratamento térmico, propiciando-lhe estrutura e propriedades mecânicas características. A expressão não tem qualquer ligação com a usada nos produtos de aço (material tratado termicamente para aumentar suas propriedades mecânicas).
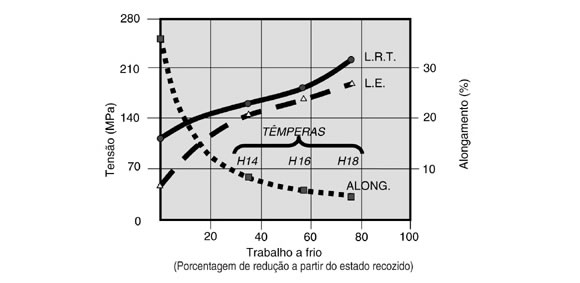
Ainda que a resistência original possa ser aumentada agregando-se certos elementos, as propriedades mecânicas das ligas, com exceção de algumas para fundição, não dependem apenas da sua composição química. Semelhante a outros metais, o alumínio e suas ligas endurecem e aumentam sua resistência quando trabalhadas a frio, como, por exemplo, uma chapa laminada. Além disso, algumas ligas de alumínio possuem a valiosa característica de responder ao tratamento térmico, adquirindo resistências maiores do que as que podem ser obtidas apenas no trabalho a frio. O gráfico abaixo ilustra o efeito do trabalho a frio nas propriedades mecânicas da liga 3003, uma liga típica entre as que não podem ser tratadas termicamente.
Desta forma, as ligas de alumínio são divididas convenientemente em dois grupos: as ligas "tratáveis" termicamente, propiciando-lhes maior resistência, e as ligas "não-tratáveis" termicamente, cuja resistência só pode ser aumentada através do trabalho a frio. As ligas tratáveis termicamente podem ser trabalhadas a frio e, posteriormente, sofrer o tratamento térmico para o aumento da resistência mecânica. As ligas não tratáveis termicamente podem ser submetidas a tratamentos térmicos como de estabilização e recozimentos plenos ou parciais. As têmperas são classificadas conforme a norma NBR 6835 e de acordo com os processos a que são submetidos: "F" (como fabricada), "O" (recozida), "H" (encruada), "W" (solubilizada) e "T" (tratada termicamente).
Tratamento térmico
As ligas de alumínio são classificadas em "tratáveis termicamente", que respondem ao tratamento em solução, e "não-tratáveis termicamente", cujas propriedades são melhoradas apenas com o trabalho a frio. Os principais tipos de tratamento térmico são:
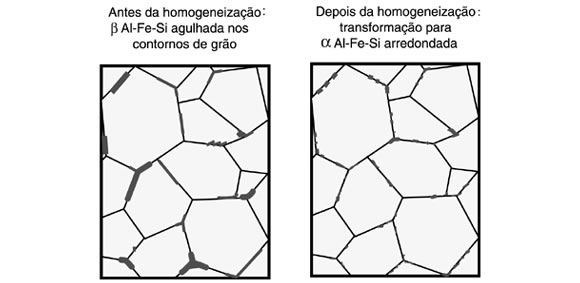
É realizado em temperaturas ao redor de 500ºC – dependendo da liga – e tem a função de remover ou reduzir as segregações, produzir estruturas estáveis e controlar certas características metalúrgicas, como propriedades mecânicas, tamanho de grão, estampabilidade, entre outras. Na laminação a quente, este tratamento pode ser executado concomitantemente ao aquecimento das placas.
Dá às ligas que respondem a esse tratamento térmico uma maior resistência mecânica. O processo é o seguinte:
1) O metal é aquecido uniformemente até cerca de 500°C. A temperatura exata depende de cada liga. O aquecimento ocasiona a dissolução dos elementos de liga na solução sólida (tratamento de solução);
2) Segue-se um resfriamento rápido, geralmente em água, que previne temporariamente a precipitação dos elementos da liga. Esta condição é instável. Gradualmente, os constituintes precipitam-se de uma maneira extremamente fina (somente visível por potentes microscópios), alcançando o máximo efeito de endurecimento (envelhecimento). Em algumas ligas isto ocorre espontaneamente depois de alguns dias (envelhecimento natural). Outras requerem um reaquecimento por algumas horas a cerca de 175°C (tratamento de precipitação).
As chapas são normalmente tratadas num banho de sal fundido, que possui alta taxa de calor e fornece suporte ao metal, prevenindo possíveis deformações em altas temperaturas. Fornos com circulação de ar forçado são geralmente utilizados para perfis extrudados, tubos, forjados e peças fundidas.
Entre os efeitos de um tratamento térmico completo estão um aumento substancial no limite de resistência à tração e uma redução da ductilidade. Normalmente, o tratamento térmico é precedido de uma operação de conformação severa, se for necessária. A maior parte das conformações podem ser feita antes do tratamento de solução, com um acerto posterior para corrigir distorções não previstas que possam ocorrer durante o resfriamento. Porém, preferencialmente, a conformação deve ser feita imediatamente após o tratamento de solução, antes do envelhecimento. Quando esta conciliação for difícil, é possível retardar o envelhecimento mantendo os componentes resfriados. Essa técnica é freqüentemente aplicada em rebites para a indústria de aviação.
Dá às ligas que respondem a esse tratamento térmico uma maior resistência mecânica. O processo é o seguinte:
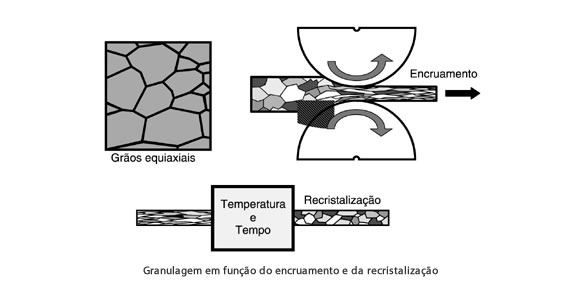
O recozimento pleno é um tratamento térmico em que se obtém as condições de plasticidade máxima do metal (têmpera O), correspondendo a uma recristalização total do mesmo. O processo é o seguinte:
- O metal é aquecido, geralmente na faixa de 350°C, suficientemente para permitir o seu rearranjo numa nova configuração cristalina não deformada;
- Este processo de recristalização remove o efeito do trabalho a frio e deixa o metal numa condição dúctil. O recozimento bem sucedido caracteriza-se somente pela recristalização primária;
- Deve-se evitar superaquecimentos que causam coalescência e o crescimento exagerado dos grãos, também chamada de recristalização secundária, com a conseqüente tendência de ser desenvolvido o defeito "casca de laranja" nos trabalhos subseqüentes, principalmente de estampagem.
Este tipo de tratamento térmico corresponde a uma recristalização parcial do material, permitindo a obtenção de têmperas com alongamentos maiores. Esse processo favorece, em alguns casos, o processo de estampagem, conferindo ao produto final uma maior resistência mecânica. Pode ser realizado entre as temperaturas de 200°C a 280°C, dependendo da porcentagem de redução aplicada na laminação a frio.
Nas ligas Al-Mg (série 5XXX), após alguns dias em temperatura ambiente, ocorre uma perda de propriedades mecânicas do material deformado a frio. Para contornar esse inconveniente, aquece-se o material em temperaturas ao redor de 150ºC para acelerar a recuperação (têmperas H3X). Este tratamento alivia a tensão residual dos materiais encruados e aumenta a resistência à corrosão das ligas de AlMg.
| |
Características Químicas e Físicas |
| |
Ligas |
| |
Propriedades Mecânicas |

